SciCast Expertise
SciCast has over 50 years of die casting experience. We specialize in high quality, technically difficult castings. We make the castings that other die casters say can’t be done. Whether it is close tolerance, thin sections or non-traditional alloys that you need, SciCast has the solutions.
Tooling cost is normally a major factor in deciding whether to go with die casting. SciCast has programs that can minimize these costs. Our optional lower cost, economy tooling can often make smaller production runs economically viable. See how much you can save by letting us give you a proposal for switching from machining to die casting.
ISO 9001:2015 Certified
SciCast is certified to the ISO9001:2015 standard, including design. This accomplishment reflects our focus on quality and customer satisfaction throughout our design and production processes.
High-pressure Die Casting
High-pressure die casting is a high speed process allowing aluminum or zinc parts to be produced with intricate details at relatively low cost. Liquid metal is injected into metal dies to form accurate, repeatable castings.
Turn Key Advantage
If your business needs:
- To reduce the number of multiple purchase orders for your finished parts
- To reduce the cost of holding inventory
- To save money and improve delivery lead time
- To reduce inspection time
DieCasting Advantages
- Cost effective piece price compared with machining
- Production lead time short
- Casting process ensures consistent quality
- Complex net-shapes can be cast
- Parts have better rigidity and the look and feel of metal
- Meet moderate to high-strength performance needs
- Moderate to high impact and dent resistance
- Inherent EMI shielding
- Good pressure tightness
- Accepts high quality surface finishes – painting, plating or anodizing
- Recyclable
Die Casting Process
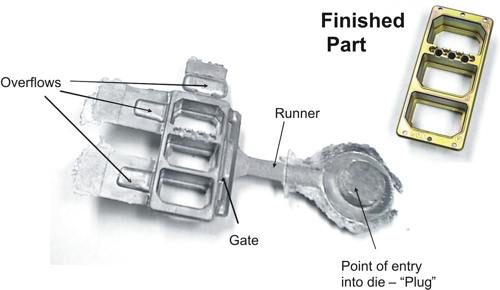
In the die casting process, molten aluminum or zinc is injected at high velocity and pressure into the cavity of a mold. The die fills very quickly (milliseconds to 1/4 second). The metal flow is atomized at the narrow section entering the die (gate). This ensures that the die is filled completely before the metal freezes. To help with filling and to ensure that any entrained air is removed from the part, overflows are often added to the outside of the part. The whole assembly of part, overflows, runner and “plug” is known as the “shot.”
Tooling
Casting Alloys
Zinc
Conventional die cast zinc is known as Zamak (an acronym for the alloy of zinc, aluminum, magnesium and copper). The aluminum (4%) gives the alloy its mechanical properties. Copper increases the strength and hardness and magnesium overcomes the effects of other impurities.
Aluminum
Die cast aluminum is an alloy of aluminum and silicon. The silicon helps with the fluidity. As the silicon solidifies it releases a large amount of heat, keeping the aluminum liquid, delaying solidification while the aluminum fills the mold. Copper and Magnesium are also included to add mechanical strength and hardness. Small amounts of iron, manganese and zinc are also present.